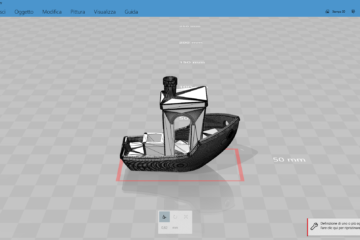
A chi non è mai capitato di mandare in stampa un oggetto (sul quale abbiamo lavorato per giorni, abbiamo impostato lo slicer alla perfezione e siamo sicuri che verrà fuori una grande figata), di allontanarsi e di tornare a vedere l’avanzamento dei lavori trovando questo?


E’ decisamente una cosa molto fastidiosa, conosciuta come “perdita passi”. Alcune stampanti (come la 3drag) è risaputo che abbiamo questo tipo di problemi e quindi si sa dove intervenire ancor prima di metterla in funzione per la prima volta, ma altre no, e spesso è dovuto ad errori di montaggio hardware, più che di software. Andiamo quindi ad analizzare le principali cause e relative soluzioni 😉
- Cinghie degli asse troppo lasche: ebbene si, avere delle cinghie di movimentazione troppo “molli” può portare a questo tipo di problemi. Ovviamente anche averle troppo dure causa perdita di passi, perchè in fase di cambio direzione della testina, se fatto troppo velocemente e se le cinghie sono troppo dure, la cinghia può saltare di uno o due dentini sulla puleggia, con la conseguente traslazione della stampa. In questo caso basterà regolare la tensione, facendo in modo che premendo con due dita i due pezzi di cinghia si tocchino, applicando però una discreta forza (potete anche utilizzare dei tendicinghia, anche se non sono assolutamente necessari). Aggiungo inoltre di controllare i grani che fissano le pulegge all’albero motore che non si siano mollati, a causa delle vibrazioni, e che quindi la puleggia slitti sull’albero (soprattutto se questo NON ha una parte rettilinea sulla quale il grano può fare presa).
- Driver che non forniscono sufficiente corrente: i driver sono quei componenti che permettono di controllare i motori passo-passo. Spesso nei kit si trovano i driver denominati A4988, che sono in grado di erogare al massimo 2A. Per sicurezza però molti manuali dicono di farli lavorare al di sotto delle loro potenzialità, questo per allungarne la durata ed evitarne il surriscaldamento. Controllate la Vref, qui trovate un’ottima guida su come fare; vi consiglio però di mettere una ventolina che punta sui driver, questo perchè rimangano alla temperatura più bassa possibile, perchè anche il surriscaldamento eccessivo dell’elettronica può portare alla perdita di passi. Se invece ne avete la possibilità, vi consiglio di cambiare questi driver con i loro fratelli maggiori, i driver DRV8825, che sono in grado di erogare un massimo di 2,5A. Anche con questi componenti puntate una ventola per raffreddare (inoltre permettono di raddoppiare la precisione dei motori, che non è da sottovalutare).
- Accelerazioni elevate: nella mia 3drag, di default, le accelerazioni erano impostate a 3000mm/s^2, un valore decisamente troppo elevato. Ho portato tutti i valori a 1000, ma anche a 2000 e andava bene in tutti e due i casi. Per sapere che accelerazioni avete, senza andare a pasticciare nel firmware, potete collegare la stampante al computer, scaricare Repetier-host, andare nel menù “Configurazione” (in alto a sx), da li cliccare su “configurazione firmware EEPROM” e da li poi correggere i valori (se sono sbagliati, ma di norma non si superano i 2000 per una stampante autocostruita). Se non vi permete di accedere alle impostazioni EEPROM è perchè non avete collegato la stampante a repetier; per fare ciò, dopo aver collegato la stampante al computer, premere sul pulsate “connetti”, in alto a sx.
- Plastica sulla quale sbatte l’estrusore: questa è veramente l’ultima spiaggia, se con gli altri metodi non avete risolto. Può capitare a volte di estrudere troppa plastica, e questo porta al formarsi di piccoli avvallamenti di materiale che raffreddandosi si indurisce; E’ raro, ma a volte l’estrusore, viaggiando sul pezzo, può sbattere contro questi avvallamenti e “saltellare”, avendo come conseguenza la perdita di passi. Se è questo il vostro problema potete o abbassare il flowrate, ovvero la quantità di flusso che viene estruso, oppure potete abilitare lo z-lift (il nome potrebbe variare a seconda dello slicer usato); in sostanza la testina di stampa si alza del valore che avete impostato quando fa gli spostamenti a vuoto. Una funzione davvero molto molto utile, che permette anche al pezzo di raffreddarsi.
- Geometria del pezzo: mi è capitato un paio di volte di stampare pezzi, sui quali si presentava la perdita di passi. Alla fine ho capito che superfici troppo piccole possono “mandare in confusione” la stampante, con appunto quella conseguenza. Per questo punto non esistono soluzioni, se non abbassare le velocità o scalare (ingrandendo) il pezzo, in modo da avere superfici più grandi da riempire.
Tutto questo lo potete fare solo dopo esservi accertati che la manutenzione ordinaria della vostra stampante sia stata fatta; pulire le barre ed oliarle qualora i vostri cuscinetti non abbiano i paraoli (altrimenti l’olio non serve proprio a niente se sono efficienti), ingrassare gli assi z, cambiare i cuscinetti qualora siano troppo usurati, esservi accertati che non ci siano problemi nel disegno o nelle impostazioni dello slicer..Insomma, questi consigli li dovete prendere in considerazione solo quando avete proprio finito tutte le altre possibilità 😉 Spero di essere stato chiaro, vi invito comunque a scrivermi se avete ancora dubbi o su possibili miglioramenti all’articolo.


Ho letto la guida e metterò in pratica i consigli.
Solo che nel mio caso la stampante salta quando routa per costruire un cerchio nei quattro angoli e al centro (calibrazione) sempre nello stesso punto dei cinque cerchi.
Cosa potrebbe essere?
Ho costruito una stampante usando dei motori di una piccola rappy. Il pezzo viene sempre a scalini solo sull’asse y anche con velocità minime potrebbe essere il piatto troppo pesante per la coppi del motore ?
Premetto che ho assemblato una taglierina laser con 2 scanner e motori passo-passo acquistati in rete.
Ho collegato l’uscita motore a 4 led in controfase per vedere l’andamento dei comandi e quando tutto va bene, si accendono il numero 1+3 poi 2+3 poi 2+4 poi 1+4 e cosi’ via ad ogni impulso.
Ma a volte salta un passaggio oppure accende solo uno dei due led.
Non e’ quindi sovraccarico di corrente ne’ ostruzione, ma non riesco a capire come regolare al meglio la X e Y axis resolution.
Ho solo immesso un numero che mi facesse percorrere 100 mm con 100 impulsi, senza decimali.
Ho controllata la progettazione della cinghia, ma non ci capisco nulla.
Ho anche provato ad inserire i centesimi da *- 0,5 del valore registrato, ma senza alcun risultato.
Sai darmi qualche consiglio?
Carlo
I appreciate, cause I discovered just what I used to be looking for. You have ended my four day long hunt! God Bless you man. Have a nice day. Bye dfdcccadafcbkbef