Questo è uno dei parametri più soggetti a variazioni durante lo slicing. Spesso si tende ad abbassare la velocità per pezzi piccoli e ad aumentarla per pezzi grandi. Erroneamente.
Ma quale valore è quello giusto?
Il classico “stampa a 60mm/s” è una frase che sentiamo spesso. Ma cosa vuol dire?
Purtroppo la maggior parte degli slicer non ha quella che noi di Lillia.net reputiamo un parametro fondamentale: la portata volumetrica.
La velocità in mm/s non vuol dire niente, è un dato troppo variabile, dipende dalle accelerazioni, dalla dimensione dell’ugello, dal diametro del filamento, dalla temperatura e da tanti altri parametri. La portata volumetrica invece, cm3/s è un parametro molto più restrittivo, che mantiene comunque tutte le informazioni necessarie, ma che non prende in considerazione la velocità di stampa, che diventa quindi secondaria. Conoscere questo valore è essenziale per eliminare completamente tutti i problemi di blocchi dell’hotend dovuti a stampe troppo veloci o troppo lente. Stampare a 60mm/s con un layer da 0,2mm è completamente diverso dallo stampare sempre a 60mm/s, ma facendo un layer da 0,1mm! In questo esempio la quantità di materiale estruso è dimezzata quando si stampa a 0,1mm di layer.
Il nostro software preferito, Kisslicer (che è possibile scaricare gratuitamente dalla sezione “download” di questo sito) permette questo controllo, rendendo il processo di slicing davvero semplice, facendoci risparmiare tempo sia durante l’analisi del pezzo, sia durante la stampa. Infatti, avere una velocità ottimale, ci permetterà di sfruttare al massimo la nostra stampante, riducendo i tempi di stampa e soprattutto i tempi morti.
(a proposito, ti sei perso le nostre guide su come configurare ed usare Kisslicer? Nessun problema, le puoi trovare qui 😉 )
Non sappiamo se anche altri slicer permettono questo controllo, se così fosse segnalatecelo nei commenti e provvederemo ad aggiornare l’articolo 😉
Vediamo ora come sfruttare questa utilissima funzione su Kisslicer.
Per prima cosa dovremmo andare ad impostare delle velocità massime e minime nell’apposito tab “Speed“, all’interno del tab “Printer“. La situazione che dovreste avere dovrebbe essere di questo tipo:
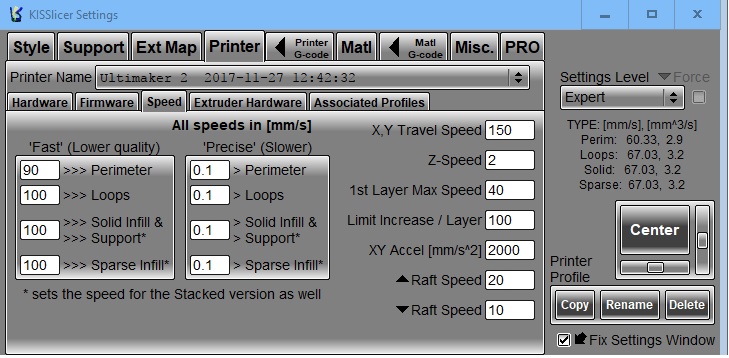
Il valore minimo non può chiaramente essere 0 (se no la stampa sarebbe ferma) e il minimo valore consentito è 0.1mm/s. Come velocità massima ci possiamo sbizzarrire quanto vogliamo, ma 100mm/s è un buon valore dal quale partire.
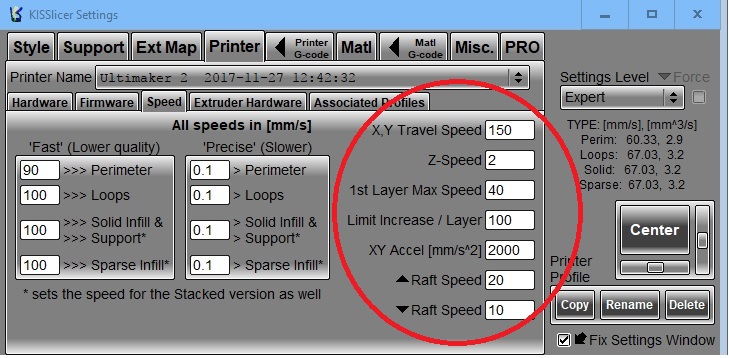
Dobbiamo adesso configurare correttamente la sezione di destra:
X,Y Travel Speed = è la velocità con la quale avvengono i movimenti a vuoto, 150mm/s è un valore accettabile per quasi tutte le stampanti, se dovessero risultare troppi è comunque possibile diminuirlo, cercando di tenerlo il più alto possibile per evitare che ci siano gocciolamenti di materiale durante questi spostamenti.
Z-Speed = la velocità con la quale si muove l’asse z durante la stampa. tenere un valore basso per evitare vibrazioni del piano (in caso di una stampante cartesiana in cui è il piano a scendere.
1st Layer Max Speed = questo è un valore abbastanza importante. KS, come tanti altri software, permette di scegliere la dimensione del primo layer, per migliorarne l’adesione al piano di stampa, e per correggere eventuali irregolarità dello stesso. Ricordiamoci che ogni materiale non può eccedere oltre un certo valore di portata di filamento, quindi più alto sarà lo strato iniziale, più basso deve essere questo valore. Con uno strato da 0,2mm un buon valore è 40mm/s (per nozzle da 0,4mm).
Limit Increase / Layer = di quanto può essere aumentata la velocità del primo layer per ogni strato successivo. Se ad esempio stampiamo il primo strato a 40mm/s e impostiamo una velocità massima “a regime” di 100mm/s, e in questa casella il valore inserito è 10m/s, ci vorranno ben 6 strati affinché la stampante cominci ad andare alla massima velocità impostata. Utile su materiali in cui si ha un ritiro alto (vedi ABS), inutile su materiali meno difficili da stampare, quali il PLA.
XY Accel = è un puro numero per il calcolo dei tempi di stampa, non influisce in nessun modo sulla stampa. Certo è che se non è accurato, anche il tempo di stampa stimato sarà poco preciso.
Settando i valori come nella foto dovreste avere degli ottimi risultati per stampanti con ugello da 0,4mm.
Ora potrete notare che nella parte più a destra del riquadro delle impostazioni, abbiamo la velocità e subito vicino il magico valore, la portata volumetrica espressa in mm3/s.
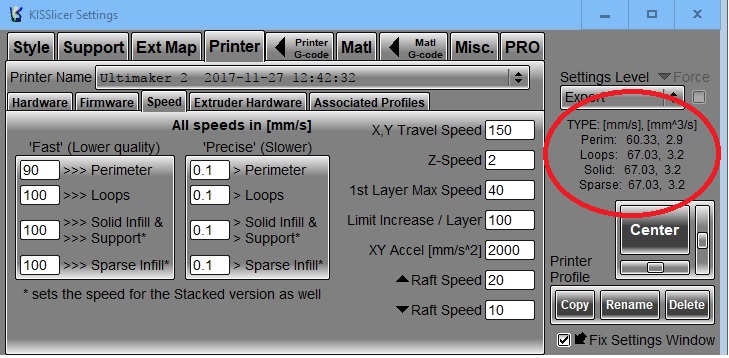
Bene, agendo sul cursore per regolare la velocità (in basso nel tab “Style“), si potrà notare che questi valori cambiano. Questo è molto importante ed utile perché, cambiando ad esempio altezza del layer, possiamo ricalibrare la velocità semplicemente spostando il cursore nel tab corretto per avere sempre la velocità migliore 🙂
Adesso sta a voi trovare quelli che più si adattano alla vostra stampante, seguendo però queste linee guida:
- mai scendere sotto una certa soglia (oltre la quale solitamente si verificano blocchi alla stampa), 2mm3/s dovrebbe essere il vostro limite inferiore
- il limite superiore (oltre il quale si verificano blocchi della stampa solitamente) di alcuni materiale, sono (per ugelli da 0,4mm):
- HIPS- 6mm3/s
- ABS – 6mm3/s
- PETG – mm3/s
- PLA – 8mm3/s
- TPU – 2,5mm3/s
- il consiglio che vi diamo è quello di partire dal valore di 2,5mm3/s, che è un ottimo valore, per poi eventualmente salire. Ricordiamo che materiali uguali di marche diverse possono avere velocità diverse, influenzate da troppi parametri per poter dare valori certi. Stampare PLA con un layer da 0,1mm a 80mm/s è una cosa del tutto normale 🙂
Questi consigli permettono di non avere più blocchi anomali durante la stampa, e di poter spingere sempre la vostra stampante al massimo, riducendo drasticamente i tempi di stampa dei vostri oggetti 😉
Fateci sapere come fate voi per trovare la velocità ideale 🙂
Buone stampe 😉