Primo appuntamento con la guida all’uso di Kisslicer. Ci è stata chiesta da tantissimi di voi, cercherò quindi di fare una cosa estremamente dettagliata, in modo da rendere l’utilizzo del software una passeggiata. 😉
Userò i nomi in inglese per i comandi. Vi ricordiamo che per le ultime versioni potete visitare la pagine “download” di questo sito, in cui troverete tutte le versioni per tutti i sistemi operativi.
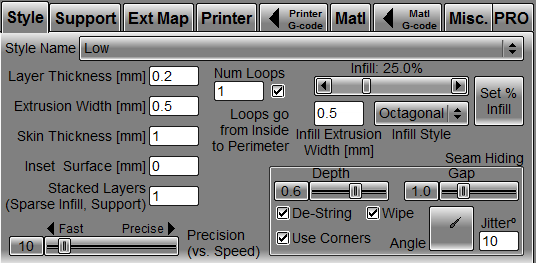
Quello che andremo a vedere è il primo tab delle impostazioni, lo Style (Stile).
Bene, iniziamo.
- Style Name = questo menù a tendina serve per scegliere lo stile della stampa. Quando dico “stile” intendo principalmente la qualità. Abbiamo la possibilità di crearne quanti ne vogliamo, a seconda delle impostazioni del materiale, qualità che vogliamo ottenere, resistenza del pezzo. Ad esempio i miei sono: PLA low, PLA medium, PLA hight, PLA ultra e poi si ripetono per ABS e PETG, per un totale di 12 stili diversi. Passare da uno all’altra è semplice, basta selezionare quello voluto.
- Layer Thinckness [mm] = è, brutalmente, l’altezza del layer. Come al solito consiglio un valore che non superi l’80€ del diametro dell’ugello, per evitare mancanze di materiale. Io ho impostato così le varie altezze: low=0.3mm, medium=0.2, hight=0.1mm, Ultra=0.05mm.
- Extrusion Width [mm] = Kisslicer non ha un campo per inserire il diametro dell’ugello. Potete far lavorare uno 0,8mm come se fosse uno 0,2mm e lo impostate in questo campo. KS infatti “ragiona” in termini di larghezza di estrusione; potete scegliere voi quanto deve essere larga la passata della testina. In tutti gli altri programmi questo valore è calcolato in automatico e coincide con il diametro del nozzle. E’ buona norma impostare un valore quanto più vicino al diametro REALE del nozzle.
- Skin Thickness [mm] = è lo spessore verticale delle pareti. Questo vuol dire che DEVE essere un multiplo del valore “Extrusion Width [mm]” per non incappare in errori. Un valore uguale significa 1 solo perimetro esterno, un valore doppio significa 2 perimetri esterni, un valore triplo significa 3 perimetri e così via.
- Inset Surface [mm] = Regola la superficie verso l’interno di quel valore, che deve essere maggiore di 0 e minore della metà della larghezza dell’estrusione. Io lo tengo sempre a zero.
- Stacked Layers (sparse Infill, Support) = il riempimento e il supporto viene stampato ogni tot layer, e quel valore lo imposto in questa casella. Mettere un valore di 0 od 1 per stampare tutti i layer, altrimenti verranno dei “buchi”, cosa utile se si usano ugelli molto grandi.
- Num Loops = numero di perimetri esterni, cioè quanti “contorni” fa la testina prima di passare al riempimento.
- Loops go from Inside Perimeter = è una casellad a spuntare; la spunta significa che verranno eseguiti prima i giri interni del perimetro, e come ultimo quello esterno. Fare il perimetro esterno alla fine favorisce una migliore qualità superficiale.
- Infill = dendità di riempimento, ci sono valori preimpostati, in alternativa è possibile inserire un valore a piacimento usando il pulsante grande vicino con scritto “Set % Infill”.
- Infill Style = è il settaggio tramite il quale si imposta la trama del riempimento. Per ottenere il risultato migliore consigliamo di impostarla su “Octagonal”.
- Infill Extrusion width [mm] = valotre tramite il quale si imposta la larghezza di estrusione quando viene fatto il riempimento. Noi lo abbiamo sempre tenuto uguale al valore di “Width”.
I valori del riquadro solitamente non vanno toccati, quelli di default funzionano egregiamente.
Ecco, finito il primo appuntamento. Troverai le altre guide nella sezione blog del sito, o usando il tasto cerca in alto a destra 😀
Buone stampe 😉